 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produktai
- Didelė buitinės technikos forma
- Mažos buitinės technikos formos
- Plastikinių buitinių dalių liejimo formos
- Plastikinės medicinos įrangos formos
- Plastikinės biuro įrangos formos
- Plastikinių automobilių dalių liejimo formos
- Plastikinės motociklų dalių formos
- Gyvūnų gaminių liejimo formos
- Kėdė plastikinė forma
- Plastikinių pramoninių dalių liejimo formos
- Plastikinės dėžės įpurškimo forma
- Plastikinės vaikų gaminių formos
- Plastikinė plonasienė forma
- PET ruošinys ir dangtelio forma
- Plastikinių vamzdžių montavimo forma
- Plastikiniai gaminiai
- Kitos formos






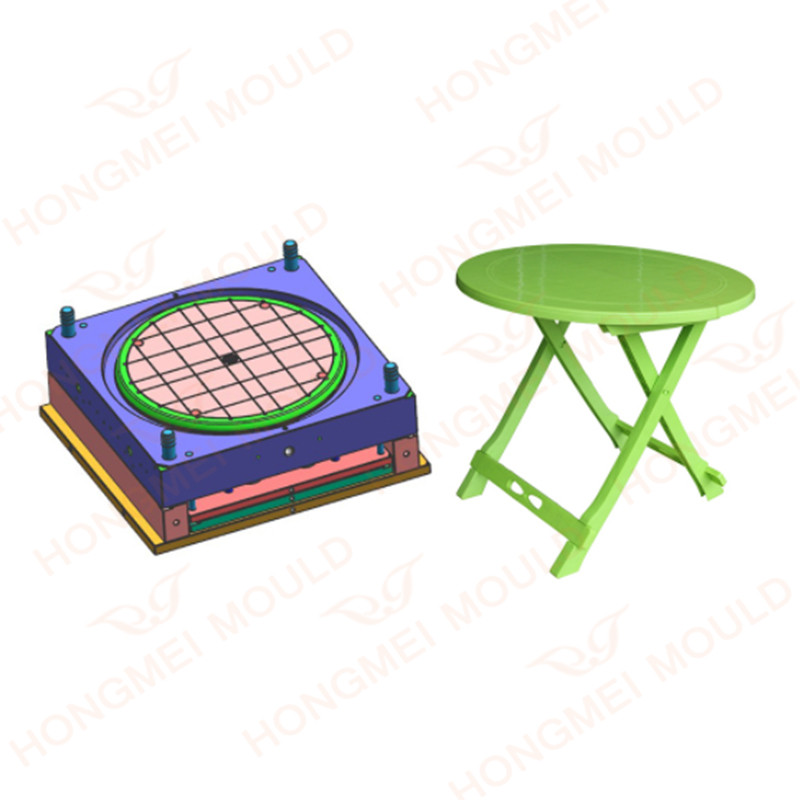
Apvali sodo plastikinė stalo forma
Kaip profesionalus gamintojas, norėtume pateikti jums aukštos kokybės apvalią sodo plastikinę stalo formą. Mes pasiūlysime jums geriausią aptarnavimą po pardavimo ir savalaikį pristatymą. Plastikinėje įpurškimo stalo formoje yra 3 formų rinkiniai, stalo kojelė, stalo kojų dangtelis ir stalo lėkštė. .
Siųsti užklausą
Prekės aprašymas
Kaip profesionalus gamintojas, norėtume pateikti jums aukštos kokybės apvalią sodo plastikinę stalo formą. Mes pasiūlysime jums geriausią aptarnavimą po pardavimo ir pristatymą laiku.
Apvalaus sodo plastikinio stalo formos funkcija
Žaliava: PP
Formos plienas: 718
Formos pagrindas: 45#
Bėgikas: karštas bėgikas, dideli vartai
Išmetimas: striptizo šokėjas
Formos tarnavimo laikas: 500 000 kadrų
Pristatymo data: 75 darbo dienos
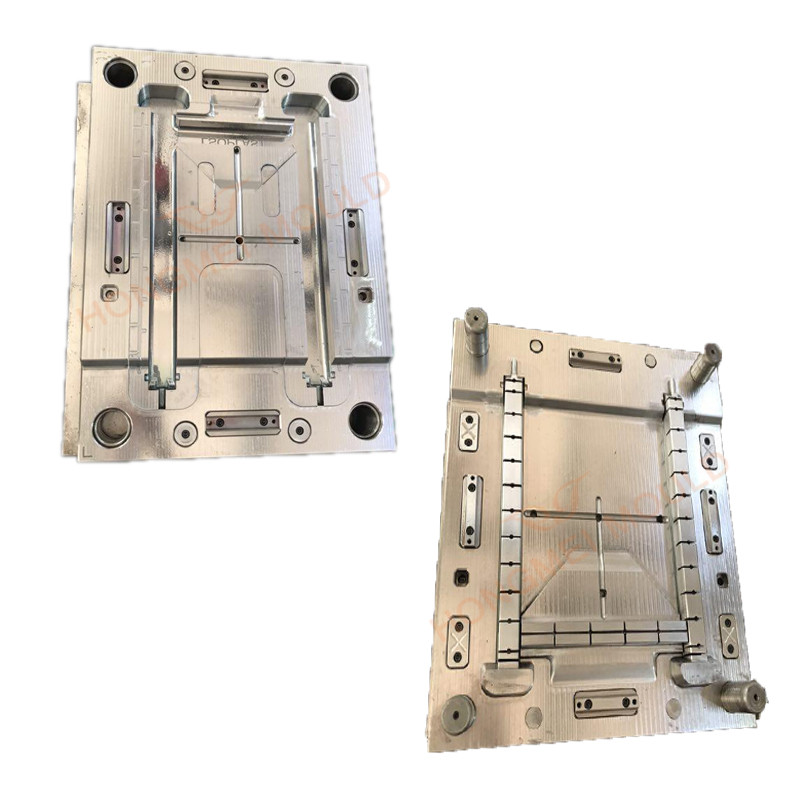
Mūsų „Hongmei“ įmonės procesas, gaminantis šią formą
„Hongmei Mold“ parinks tinkamiausią plieną formoms gaminti pagal jūsų gaminius, paprastaiApvali sodo plastikinė stalo forma, mūsų įmonė rekomenduos 718 plieną, kurio garantinis formos tarnavimo laikas yra 500 000 šūvių. Prieš formuodami, mes išanalizuosime gaminį, kad patikrintume, ar jis gali tekėti. Kojų formavimui reikia naudoti alyvos cilindrą, kad būtų galima perkelti šerdies dalį, nes kojos gaminys viduje yra tuščiaviduris. Naudojant tikslią įrankių įrangą ir griežtą matmenų kontrolę, testavimo pavyzdžių išvaizda ir detalės po pelėsių bandymo yra geros, o formą galime išsiųsti jums per trumpą laiką. Mūsų įmonė atkreipia dėmesį į bėgių sistemos ir aušinimo sistemos dizainą, naudojame gerą karšto bėgelio prekės ženklą, kuris turi gerus atsiliepimus iš mūsų klientų, karštų bėgelių sistema elgsis gerai. Be to, mūsų aušinimo linijos bus suprojektuotos arti gaminio formavimo padėties, kad būtų pasiektas didžiausias aušinimo efektas. SuprojektuosimeApvali sodo plastikinė stalo formakad atitiktų jūsų mašinos parametrą. Ir jei negalite atidaryti 3D formos dizaino, turime savo pelėsių ataskaitą, galite pamatyti pelėsių ataskaitą, kad patikrintumėte formos dydį, aušinimo linijos skersmenį ir kt.
Plastikinio apvalaus stalo formos projektavimo principas
1. Projektavimo pagrindas
* Matmenų tikslumas ir jo santykinis matmuo
Pagal specifinius viso plastiko gaminio reikalavimus ir funkcijas nustatyti jo išorinę kokybę ir konkretų dydį, kuriai rūšiai priklauso: išvaizdos kokybės reikalavimai aukštesni, dydžio tikslumo reikalavimai mažesni plastikiniams gaminiams, pavyzdžiui, žaislams; Funkciniai plastikiniai gaminiai, griežti dydžio reikalavimai; Plastikiniai gaminiai, tokie kaip fotoaparatai, kurių išvaizda ir dydis griežtai reikalaujami.
* Ar striptizo nuolydis yra pagrįstas
Išardymo nuolydis yra tiesiogiai susijęs su plastikinių gaminių išardymu ir kokybe, ty įpurškimo procesu, ar įpurškimas gali būti atliktas sklandžiai; pakanka griovimo nuolydžio; nuolydis į plastikinius gaminius liejant atskyrimo ar atskyrimo paviršių; ar tai turės įtakos išvaizdos tikslumui ir sienelės storio dydžiui; ar tai paveiks dalies plastikinių gaminių stiprumą.

2. Projektavimo procedūros
Plastikinio gaminio braižymo ir kietosios medžiagos (kieto mėginio) analizė ir skaidymas:
* Gaminio geometrija
* Matmenys, leistinos nuokrypos ir dizaino etalonai
* Techniniai reikalavimai
* Plastiko pavadinimas ir prekės ženklas
* Reikalavimai paviršiui
* Ertmės numeris ir ertmių išdėstymas
* Produkto svoris ir įpurškimo mašinos įpurškimo tūris
* Projekcinis gaminio plotas ir įpurškimo mašinos suspaudimo jėga
* Formos dydis ir efektyvusis įpurškimo mašinos montavimo formos plotas (arba atstumas tarp įpurškimo mašinos traukimo strypo)
* Gaminio tikslumas, spalva
* Ar gaminiai turi šoninių velenų šerdis ir jų apdorojimo būdus
Buvo nustatytas ertmės numeris, o tada ertmės išdėstymas, ertmės padėties išdėstymas, ertmės išdėstymas apimaApvali sodo plastikinė stalo formadydis, užtvarų sistemos konstrukcija, užtvarų sistemos balansas, šerdies traukimo slankiklio konstrukcija, įdėklas ir šerdies dizainas, šilumos mainų sistemos dizainas, šios problemos ir atskyrimo paviršius bei pasirinkimas vartų vieta, todėl konkretaus projektavimo procese atlikti reikiamus pakeitimus, kad būtų pasiektas tobulesnis dizainas.

3. Atskyrimo paviršiaus nustatymas
Tai neturi įtakos išvaizdai. Siekiant užtikrinti gaminių tikslumą, formų apdorojimą, ypač ertmių apdorojimą.
Tai palanki išpylimo sistemos, išmetimo sistemos ir aušinimo sistemos projektavimui.
Tai palanku štampo atidarymui (atskyrimui, išardymui), siekiant užtikrinti, kad gaminiai liktų judančio štampėlio šone, kai jis atidaromas.
Palengvinkite metalinių blokelių išdėstymą.
4. Išpylimo sistemos projektavimas
Išpylimo sistemos projektavimas apima pagrindinio srauto kanalo parinkimą, bėgančiosios sekcijos formos ir dydžio nustatymą, vartų vietos pasirinkimą, vartų formą ir vartų sekcijos dydžio nustatymą.
Projektuojant vartų sistemą pirmiausia parenkama vartų vieta.
Vartų vietos pasirinkimas yra tiesiogiai susijęs su gaminio formavimo kokybe ir sklandžiu įpurškimo procesu. Renkantis vartų vietą reikia vadovautis šiais principais:
* Vartų vieta turi būti parinkta kuo toliau nuo pertvaros paviršiaus, kad būtų lengviau Apvali sodo plastikinė stalo forma vartų valymo apdorojimas ir naudojimas
* Atstumas tarp vartų padėties ir kiekvienos ertmės dalies turi būti kuo nuoseklesnis, o įrankio srautas turi būti trumpiausias
* Vartų vieta turi užtikrinti, kad plastikas tekėtų į ertmę, ertmė plačiose, storose sienelėse, kad būtų palengvintas sklandus plastiko srautas.
* Vartų padėtis turi būti atidaryta ties storiausia plastikinių dalių dalimi
* Venkite tiesioginio plastiko įpurškimo į ertmės sienelę, šerdį ar įdėklą, kai teka ertme, kad plastikas kuo greičiau patektų į visas ertmės dalis ir išvengtų šerdies ar įdėklo deformacijos.
* Stenkitės vengti gaminių, gaminančių suvirinimo žymes, arba kad suvirinimo žymės gaminyje nebūtų svarbios dalys;
Vartų padėtis ir plastiko įtekėjimo kryptis turi užtikrinti, kad plastikas tekėtų į ertmę lygiagrečia ertmės įtekėjimo kryptimi ir būtų palankus dujų išleidimui į ertmę.
* Varteliai turi būti dedami ant tos gaminio dalies, kurią lengviausia nuimti, kiek įmanoma nepažeidžiant gaminio išvaizdos.
5. Išmetimo sistemos projektavimas
Išmetimo sistema atlieka svarbų vaidmenį užtikrinant formuojančią gaminių kokybę.
Naudojant išmetimo angą, išmetimo anga paprastai yra toje dalyje, kurios gale užpildoma ertmė. Išmetimo angos gylis skiriasi priklausomai nuo skirtingų plastikų ir iš esmės nustatomas pagal maksimalų plastiko leistiną tarpą be flanšo, pavyzdžiui, ABS0,04 yra mažesnis nei 0,02 mm gipso ir 0,02 mm plieno.
Išmetimui naudokite šerdies įdėklo stūmiklio tvirtinimo tarpą arba specialų išmetimo kamštį; Kartais, siekiant išvengti gaminių išmetimo dėl vakuuminės deformacijos, reikia nustatyti dujų kaištį; Kartais anti-vakuuminės adsorbcijos komponentai yra skirti užkirsti kelią gaminių ir modulių vakuuminei adsorbcijai.
6. Aušinimo sistemos projektavimas
Aušinimo sistemos projektavimas yra sudėtingas darbas, kuriame reikia atsižvelgti į aušinimo efektą ir aušinimo vienodumą bei aušinimo sistemos įtaką bendrai aušinimo sistemos struktūrai.Apvali sodo plastikinė stalo forma.

7. Įtraukite:
* Aušinimo sistemos išdėstymas ir specifinė aušinimo sistemos forma
* Konkrečios aušinimo sistemos vietos ir dydžio nustatymas
* Pagrindinės dalys, pvz., judanti forma arba įdėklo aušinimas
* Šoninių slankiklių ir šoninių šerdžių aušinimas
* Aušinimo elementų projektavimas ir aušinimo standartinių elementų parinkimas
* Sandarinimo konstrukcijos projektavimas
Priimkite nedidelius įpurškimo formavimo gaminių užsakymus su nedideliu MOQ.
Dirba 6 vyresnieji inžinieriai, 5 dizaineriai ir 50 patyrusiųApvali sodo plastikinė stalo formadarbuotojų, kad užsakymo procesas būtų valdomas kuo efektyviau.
Tiksli pelėsių struktūra, sutrumpinkite pelėsių ciklo laiką, pailginkite pelėsių tarnavimo laiką yra mūsų galutinis kvalifikuotų formų tikslas.
Mūsų efektyvus bendravimas ir darbas gali patenkinti klientų poreikius ir plėtoti ilgalaikį bendradarbiavimą, kuris naudingas abiem pusėms.
Hongmei visada gali būti jūsų patikimas tiekėjas.
Susisiekite su manimi

Hot Tags: Apvalaus sodo plastikinio stalo forma, Kinija, pritaikyta, kokybė, mada, naujas stilius, karštas pardavimas, populiarus, pigus, pirkti, naujausias pardavimas, didmeninė prekyba, naujausia, žema kaina, gamykla, pagaminta Kinijoje, kaina, gamintojai, tiekėjai, OEM, ODM, pristatymas laiku, nemokamas pavyzdys
Produkto žyma
Siųsti užklausą
Nedvejodami pateikite savo užklausą žemiau esančioje formoje. Mes jums atsakysime per 24 valandas.








X
Naudojame slapukus siekdami pasiūlyti geresnę naršymo patirtį, analizuoti svetainės srautą ir suasmeninti turinį. Naudodamiesi šia svetaine sutinkate su mūsų slapukų naudojimu.
Privatumo politika