 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


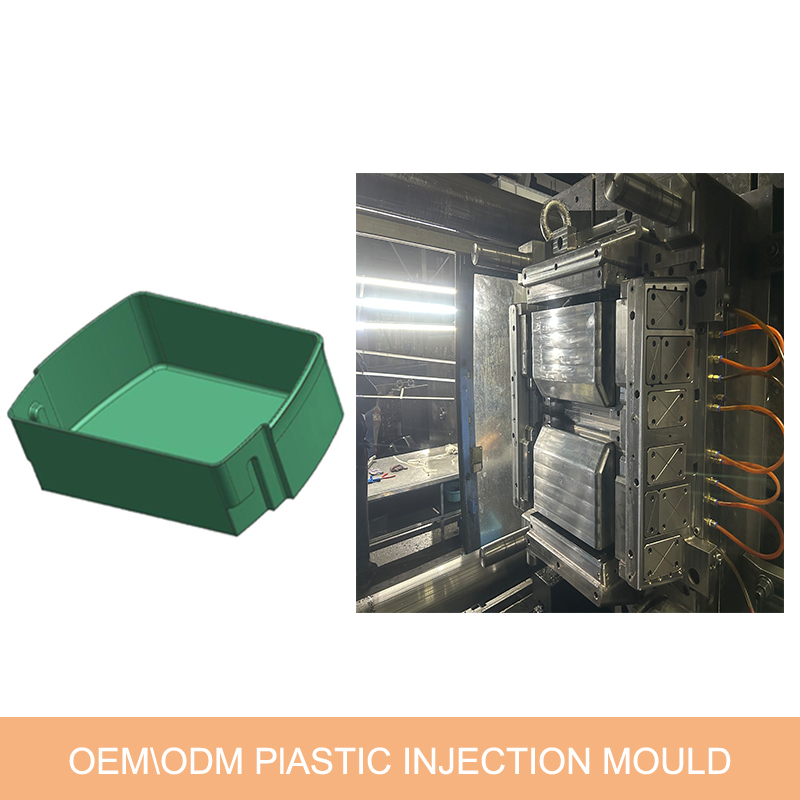
KAS YRA KARŠTASIS BĖGIKAS? KODĖL REIKIA NAUDOTI HOT RUNNER PELIETI?
Hot Runner technologija, pristatyta plastiko pramonė daugiau nei prieš 50 metų sukėlė revoliuciją liejimo formoje apdorojimo pajėgumai gerinant suformuotų dalių kokybę, gerinant eksploataciją efektyvumą, sumažinant laužą ir taupant pinigus.
Prieš karštųjų bėgių technologiją šaltos bėgios buvo plačiai naudojamos įpurškimo formos. Perduodant dervą, šalto bėgelio formos susidūrė su daugybe iššūkių nuo mašinos statinės iki ertmių, nepažeidžiant srauto ir šilumos dervos savybės. Tobulėjant dervų tipams ir formų ir dalių dizaino sudėtingumą, tapo vis sunkiau valdyti liejimo procesą šaltomis bėginėmis formomis, kad būtų pagamintos išlietos dalys priimtina kokybė.
Tačiau įdiegus karšto bėgiko technologiją su pažangios šiluminės kontrolės, tapo daugiau perdirbamos platesnės dervos praktiški ir patogūs liejimo mašinoms. Skirtingai nuo šalto bėgimo formos, karšto bėgelio komponentai šildomi atskirai, kad derva išlaikytų nuolatinė temperatūra per formą. Kiekvieno karšto bėgiko temperatūra šildomą komponentą taip pat galima tiksliai valdyti, kad būtų užtikrintas procesas optimizuotas pagal kiekvieno tipo dervos reikalavimus ir užtikrina aukščiausią galima dalių kokybė. Šiandien karštieji bėgikai gali gaminti labai daug įvairių dydžių sudėtingų dalių, kurios yra naudojamos visose pramonės šakose.

Kaip suprojektuoti Įpurškimo formos karšto bėgio plokštė
Tinkamas karšto dizainas bėgių plokštės yra labai svarbios liejimo sėkmei. Karštos bėgių plokštės turi atlikti standžios ir stabilios atramos funkciją veikiant aukštai mechaninės apkrovos iš karšto bėgelio komponentų ir liejimo mašinos. Karštos bėgelio plokštės susideda iš kolektoriaus plokštės ir atraminės plokštės, kurios kada sujungti kartu sudaro karšto bėgelio sistemos konstrukcinį apvalkalą. Kaip neatsiejama sėkmingo karšto bėgiko dalis, projektavimas ir gamyba karšto bėgimo lėkštės nusipelno diskusijos.
Karšto bėgelio sistemos naudoja šiluminį plėtimąsi, kad sukurtų a sandarinimo jėga tarp komponentų. Sandarinimo jėga sukuriama, kai sujungiama tarp kolektoriaus ir atraminės plokštės nepasiduoda šiluminiam poveikiui kolektoriaus komponentų išplėtimas. Sandarinimo jėga turi būti pakankama užkirsti kelią plastiko nuotėkiui esant maksimaliam mašinos slėgiui ir gali viršyti 12 000 lbf kiekvienam purkštukui. Be to, naudojamos karštos bėgelės, skirtos didelės kavitacijos formoms kryžminiai kolektoriai, kurie gali padidinti iki 80 000 svarų atskirti lėkštes.
Suspaudimo tonažas ir jėgos iš mašinos antgalio taip pat veikia karšto bėgio plokštes ir turi būti į tai atsižvelgta projektuojant plokštes. Gnybtų tonažas perduodamas per karšto bėgio plokštės iki atsiskyrimo linijos. Abi karšto bėgio plokštės turi apsaugoti vidinių kolektoriaus komponentų nuo ciklinių gnybtų tonažo jėgų ir atsispirti deformacijai, kuri gali susidėvėti formos komponentus. Be to, kitos jėgos kolektorių veikia mašinos antgalis ir plastikinis slėgis - abu veikia kartu su sandarinimo jėga, kad atskirtų kolektorių ir atraminė plokštė.
Kai liejimas įpurškiamas, iš dalies kristalinis inžinerinis termoplastikas, lemia tinkamos karšto bėgelio sistemos pasirinkimas plastiko įpurškimo formos ir liejimo funkcija dalių kokybė. Čia temperatūra turi būti kontroliuojama daug griežčiau nei amorfinių medžiagų atveju. Karšto bėgelio sistemos tipas naudojamas ir jo montavimas, nustato gatavų dalių savybes. Šiame straipsnyje aptariami svarbiausi dalykai, į kuriuos reikia atsižvelgti renkantis tinkamiausią karšto bėgelio sistemą POM (acetalis), PA (nailonui), PBT ir PET (poliesteriai).
Siųsti užklausą


X
Naudojame slapukus siekdami pasiūlyti geresnę naršymo patirtį, analizuoti svetainės srautą ir suasmeninti turinį. Naudodamiesi šia svetaine sutinkate su mūsų slapukų naudojimu.
Privatumo politika