 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


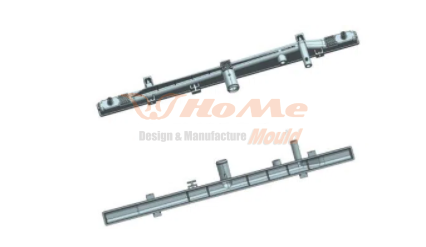
Autocar bako radiatoriaus įpurškimo forma
Autocar bako radiatoriaus įpurškimo forma
Pelėsių aprašymas
Formos plienas: P20
Pelėsių ertmė: viena arba kelios
Gaminio medžiaga: PA66+GF30%
Įpurškimo sistema: šaltas bėgis
Išstūmimo tipas: išstūmimo kaištis
Ciklo laikas: 50S
Kodėl verta rinktis bako radiatoriaus medžiagą PA66+GF30%?
Tobulėjant lengviesiems automobiliams, praktiškai buvo naudojami viršutiniai ir apatiniai bako radiatoriaiAutocar bako radiatoriaus įpurškimo formaVietoj vario pakeičiami inžineriniais plastikais, paprastai naudojant nailoną 66 stiklo pluošto medžiagai pridėti. PA66 turi gerą atsparumą aukštai temperatūrai ir korozijai, todėl vandens kameros dalys yra nepažeistos ir nesulenktos. Viršutinės ir apatinės cisternos automobiliai pakeičiami inžineriniu plastiku, o ne variu, paprastai naudojant nailoną 66 stiklo pluošto medžiagai pridėti. PA66 turi gerą atsparumą aukštai temperatūrai ir korozijai, todėl vandens kameros dalys yra nepažeistos ir nesulenktos. Tuo pačiu metu jis turi gerą lankstumą ir gražias bako radiatorių dalis.
Bako radiatoriaus formos konstrukcija
Nustatant štampo struktūrą reikia atsižvelgti į pelėsių sistemą ir faktinę gamybos situaciją. NesAutocar bako radiatoriaus įpurškimo formaproduktai yra šoninės šerdies traukimo struktūra, todėl pelėsių naudojimas ertmės formos struktūra, vartai naudojant bandymo vartus. Automatinis bako radiatorius yra ilgų tiesių gabalų, kai dalių viduryje nustatomos ilgos tiesios dalys, užpildant išlydytas molekules ir pluošto orientaciją atsiras plastikas, gaminys yra nukreiptas skirtingai, o ne linkimas, lygiagrečiai krypčiai ir statmenai. į srautą turės tendenciją įtempti įtrūkimus, nes statmenai tekėjimui mažo stiprumo, labiau linkę į įtempių įtrūkimus. Taigi „Hongmei“ formų projektavimo inžinieriai nusprendė įdėti vartus viename gaminio gale.
Gaminio dizaino patikrinimas:
Nepriklausomai nuo HONGMEI MOLD pagaminto ar klientų siūlomo gaminio dizaino, mes visada atliekame visapusišką analizę ir patikrinimą, pvz., plastikinių formų formavimo proceso galimybes, plastikinių formų struktūrą ir judėjimo galimybes, visų susijusių plastikinių komponentų atitiktį situacijai ir tt Taip galima išvengti plastikinių liejimo formų. pataisa, laužas ir kiti nereikalingi plastikinių formų remonto darbai, atsiradę dėl gaminio dizaino gedimo. Manome, kad dar 10 minučių skiriame projektavimui, vienam mėnesiui gali sumažėti gamyba.
Atlikdama tikslią analizę, numatant plastikinių formų projektavimo racionalumo analizę, geriausią apdorojimo analizę ir plastikinių formų struktūros taikymą, ji siūlo profesionaliausius sprendimus su tinkamiausiu plastikinių formų veikimu ir technine specifikacija, kaip reikalauja klientas.
Tikrinimas apima daugelį aspektų, pvz., plastikinių formų intensyvumą, formų srauto analizę, plastikinių formų išstūmimą, aušinimo sistemą, kreipiančiosios sistemos racionalumą, plastikinių formų atsarginių dalių specifikacijų taikymą, klientų mašinų pasirinkimą ir specialių reikalavimų taikymą ir kt. iš jų turėtų būti patikrinta pagal HONGMEI MOLD plastikinių formų projektavimo standartą.
Plieno pirkimo patikrinimas:
Yra griežtas atsarginių dalių pirkimo tikrinimo procesas ir laiko kontrolė, dalių standartizavimas, dydžio tikslumas, plastikinių formų medžiagos kietumas ir medžiagų trūkumų aptikimas ir pan.
Formų gamyba yra ne tik formų projektavimas, CNC apdorojimas ir surinkimas. Gera pelėsių įmonė ne tik tuo rūpinasi, bet ir daugiau dėmesio skirs smulkmenoms, tokioms kaip pelėsių srautas, pelėsių dydžio patikrinimas, pelėsių CNC tikslumas, vandens kanalo patikra ir pelėsių poliravimo laipsnis.

Tikrinimo įranga
1. slankioji apkaba
2. Multimetras
3. Hardometras
4. Matavimo juosta
5. Mikrometriniai suportai
6. CMM mašina
Išvaizdos tikrinimo standartai
1. Formos pagrindo dydis turi būti standartinis
2. Tvarkingas ir lygus formos pagrindo paviršius
3. Formos plienas turi būti toks pat kaip sutartyje
Pelėsių struktūra
1. Protinga pelėsių struktūra
2. Skaidrės turi būti lygios ir jas reikia kaitinti, ant stiklelio yra alyvos griovelis
3. Keltuvas, įdėklas ir įpurškimo kaištis, įvorė turi veikti sklandžiai.
Vėsinimo sistema
1. Protingo ciklo aušinimo sistema
2. Lygus vandens kanalas, nepraleidžia vandens ir oro
3. Vandens kanalo sąsajos dydis turi būti toks pat kaip brėžinyje
Įpurškimo sistema
1. Nustatymo žiedas turi būti tinkamas įpurškimo aparatui, pagrindinio bėgio dydis ir nuolydis turi būti tinkami
2. Maitinimo būdas ir šakos bėgis turi būti tinkamoje padėtyje, vartai lengvai nukris
3. Skirstymo linijos dizainas pagrįstas
4. Kai kurios formos pažymėtos dienos / mėnesio / metų datos arba medžiagos ar logotipo
5. Įpurškimo kaištis turi būti tinkamo dizaino
Siųsti užklausą


X
Naudojame slapukus siekdami pasiūlyti geresnę naršymo patirtį, analizuoti svetainės srautą ir suasmeninti turinį. Naudodamiesi šia svetaine sutinkate su mūsų slapukų naudojimu.
Privatumo politika